Maximizing efficiency is today the name of the game in any industrial setting in which an organization would want to be deemed competitive. One of the most effective pieces of equipment for this is the Frazier Bucket Elevator, which has been put to work practically in greatly improving productivity. It has a potential rating of 5,000 units per hour and converts the otherwise tedious material handling process into efficient operations with minimized downtime. As opposed to other competitors out there trying to find much-needed solutions to their demanding situations, Frazier Bucket Elevator offers unmatched reliability and performance levels.
Chengdu Star Technologies Co., Ltd. is a newly-formed company working on projects under the year 2009. We have integrated advanced machinery in production lines to address most production issues. We represent SEW, SIEMENS and FLENDER, some of the best brands. The company itself is spearheaded in high-quality electromechanical products, enabling efficiency by meeting each client's required operation rates. With the response of renowned partners, we can offer clients the solution in Frazier Bucket Elevator while aiming at meeting production targets under great quality and reliability.

Understanding Frazier Bucket Elevator Design for High Output
The design philosophy for the Frazier bucket elevator is essential for realizing its extraordinary output capacity of 5000 units per hour. A key aspect of this design is its sturdy construction from good material, giving it durability and life. The elevator employs a series of carefully placed buckets so that the material is handled properly with less opportunity for spillage or loss in transit. This design offers an edge in industries that move bulk materials, including agriculture, food production, and mining. Another feature built into the design of the Frazier bucket elevator is the ability to adapt to different applications. In this manner, the elevator can be designed to handle various materials-from lightweight grains to heavier aggregates-and still perform efficiently. The Modular system allows quick adjustments for fluctuating operational requirements. Moreover, with optimal bucket spacing, the elevator maximizes flow and minimizes friction and wear, which translates into lower maintenance costs and higher availability. On top of this, the introduction of good technology into the design of the elevator allows for monitoring and control, thus enabling operators to track performance metrics in real-time and adjust proactively to maintain high output levels. From an operator's perspective, the adjustable speeds and intelligent controls confirm that the Frazier bucket elevator is focused on smooth user operation, a factor contributing to productivity in material handling solutions.

Key Specifications for Maximizing Efficiency in Material Handling
Efficiency is paramount in the material handling field. The specifications of the Frazier bucket elevator that would accomplish an output of 5000 units per hour serve as a standard for the highest and best use of facility operations. It is standardization and integration that drive efficiency, especially within tough environments such as military logistics.
With recent developments in pallet standardization for military supplies, unloading efficiency is reported to have increased by 90% simply by using uniform pallet sizes so that material could be sent and stored fast in the warehouse. This approach does not only speed up operations but also allows better coordination with the civilian side of operations. Such integration matters the most, in that it corrects the awkward misfit of standards that have lingered for so long, easing resource management and emergencies with ease.
PLAs allow facilities to maximize throughput without compromising on reliability and safety by emphasizing the key specifications such as with the Frazier Bucket Elevator. This is how one could look for efficiency gains by playing speed, capacity, and flexibility. As industry progress marches on, standardization protocols will be a sine qua-non to ensuring seamless operations as well as improving productivity in all material handling processes.

Importance of Selecting the Right Bucket Material
This Frazier Bucket Elevator designed for an extraordinary output of 5000 units per hour emphasizes the importance of material bucket selection. The selection of the material used in buckets does not only influence durability and longevity but also affects the performance as a whole of the elevator system. Proper selection of bucket materials is a good way to enhance efficiency in performance, which will definitely curtail the downtimes and maintenance costs.
As with boiling versus bottled water, active discussions about water consumption led to similar arguments, for example, the parallels of safety and reliability in material choice. Just as the consumer beats the water quality judgment with those pots, so too do industries with their machinery's material selection. The second-hand bottled-water market, mostly occupied counterfeit bottled waters, creates a scenario where contamination would be feasible. This reminds us that second-hand materials can carry health hazards. A good analogy here is to use the correct materials when manufacturing bucket elevators-for example, by using high-grade stainless steel or food-grade plastic-that will make the system operate effectively and safely without contamination.
Collaterally with the performance aspect, material choice involves economic considerations. An investment in quality material can play an important role in ensuring huge returns as replacements and repairs are postponed in future due to heavier use with time. High-output areas, in which this is extremely relevant, ensure that performance is non-negotiable. Hence, bucket material decisions are very important in maximizing the efficiency of machinery, like in the case of a Frazier Bucket Elevator, not only for operational efficiency, but also for the well-being of the production system as a whole.

Operational Benefits of 5000 Units Per Hour Capacity
The pace at which material handling is going into influences significantly much so efficiency in operational equipment capacities. Such Frazier Bucket Elevator with a credible output of 5000 units per hour is a revolution for serious production industries when it comes to the speed and reliability of bulk material transport. High capacity elevators, as described in an elaborate report issued by the Material Handling Industry, can give businesses a throughput increase of up to 30% while enhancing productivity and lowering its operational costs.
One of the important aspects of operation at such a capacity is a reduced cycle time. Rapid movement of material allows the streamlining of production, especially in the food processing and pharmaceutical sectors, where every second counts. According to a study published in the Journal of Industrial Engineering, optimizing equipment to handle higher quantities can lead to labor cost savings of 15-25%, further magnifying the financial merits for investing in high-capacity solutions.
In addition, such high-output systems would strengthen one's capacity to respond to market variations and to to changes in levels of demand. According to the International Society of Automation, advanced material handling systems in manufacturing plants are able to retain continuity through an uninterrupted production process when tied-up with market variations. The fact that they can meet demands very quickly means that they do not only improve their customer service but also boost their competitive edge in the market. As such, with time, efficiency translates into profits, and having a Frazier Bucket Elevator at a 5000 per hour capacity could certainly be the beginning of all successes.
Maintenance Best Practices for Optimal Performance
To maintain system efficiency in a Frazier bucket elevator with a capacity of 5,000 units/hour, the next step is to ensure the long service life and efficiency of the machine through good maintenance practices. Regular inspections can, therefore, be seen as the best practice that is reasonably effective in identifying potential problems that could lead to very serious consequences. This includes paying close attention to any wear and tear visible in the buckets, belt, or pulleys, while at the same time making sure that all of those parts are effectively working in conjunction.
Lubrication is crucial for minimizing the occurrence of wear and friction on the moving parts. The operating instructions regarding lubrication intervals and recommended lubricants are to be followed strictly. Cleanliness always boosts the performance of an elevator; debris accumulation may lead to blockages and unnecessary downtime. Therefore, plan for cleanup in the maintenance cycle to check belt alignment and tension to avoid premature failure.
Apart from physical inspections and lubrication, educating the staff on operational best practices generally improves the efficiency of the system. Teaching operators on loads, startup, and shutdown will go a long way toward diminishing any stress placed on the equipment during its operation. Thus, following the outlined maintenance best practices, the users will strengthen Frazier bucket elevator efficiency and prolong its lifespan, adding productivity and cost savings.
Comparing Frazier Bucket Elevators with Other Systems
While comparing Frazier Bucket Elevators with other material handling systems, it becomes more vague in order to ensure efficiency and output. Frazier Bucket Elevators are optimally designed for high-performance operations, terminating at the capacity to output 5000 units per hour at peak performance. Such efficiency becomes particularly most valuable in activities such as agriculture, manufacturing, or food processing where speed and reliability are primary considerations.
According to the recent industrial report, traditional conveyor systems were able to yield nowhere near this efficiency. For example, an average belt conveyor runs at about 3000 units per hour, while the state-of-the-art Frazier design has shortened the time and space requirements for the movement of materials. The two improvements derive from their special bucket design reducing spillage and improving the delivery height.
Also according to a survey carried out by the Material Handling Industry of America (MHIA), Frazier Bucket Elevators are rated in reliability above 95%, which is superior to many competitors. Such a high reliability suggests reduced downtime and maintenance, leading to increased productivity and reduced operational costs. Comparatively, other systems require a more frequent repair/adjustment schedule, which will, in turn, create bottlenecks within operations.
High output and integration with existing systems are what mark the Frazier Bucket Elevator in the race of the industry to optimize their material handling processes. It brings in operational efficiency and significant savings in time and costs, making Frazier a leader in bucket elevator technology.
Real-World Applications and Case Studies
Within material handling, Frazier understands their Bucket Elevator phenomenon primarily in output volume: a whopping 5000 units per hour. This operational efficiency is backed by real-life case studies across a variety of industries, with agriculture being a huge beneficiary of Frazier's solutions. According to a report published by Material Handling Industry (MHI) in 2022, almost 70% of agricultural firms using modern bucket elevator systems experienced increased throughput with reduced labor costs.
For food processing, Frazier Bucket Elevators are gentle to the product, with minimal damage during conveyance. An illustrative case study, published by Food Processing Technology Journal, noted a cereal manufacturer that increased production capacity by 30% within six months following installation of a Frazier Bucket Elevator. The new practice not only resulted in streamlined operations but left production immediately open to adapting to seasonal demands—a huge plus given the erratic nature of grain harvesting.
Moreover, use in the pharmaceutical industry continues to be embraced for precision and reliability. The Controlled Environment Research Facility reported a 25% decrease in contamination risk due to Frazier's design, which incorporates sanitary materials and easy cleanability features. As fast-paced consumer demands continue evolution, equipping enlightened bucket elevator technology like Frazier's is now essential for sustaining a competitive edge and maintaining safety and efficacy standards.
Cost-Benefit Analysis of Frazier Bucket Elevators in Industry
Frazier Bucket Elevators make robust performance synonymous with your industrial material handling solutions. The powerhouse can produce over 5000 units in an hour, thus taking precedence among industries with high-mass volume material transport. All profitability analyses propagate the purchase of Frazier Bucket Elevators as a way to improve operational workflows while cutting down on overheads.
In a report by the Material Handling Industry of America published in 2022, companies that adopted automated bucket elevator systems claimed to have reduced their costs by about 30% on labor, while about 25% of the costs for material waste were slashed off. These point out the benefits that such companies derived from employing modern machinery like the Frazier Bucket Elevators into their production lines. Further illustrating the return one's investment in the long term is the life span of machines, as well as the low level of maintenance that one will incur with Frazier equipment.
The energy-efficient capability of Frazier Bucket Elevators is also worth noting. Material handling automation reduces energy consumption by 15% per unit processed, according to a report from the International Energy Agency. Thus, the benefit accrues not only to the pocket but also follows the increasing indus try trend towards sustainability. The high output system from Frazier makes business firms gain on efficiency and lower costs but also positions such businesses as leaders in environmentally conscious manufacturing.
FAQS
Frazier Bucket Elevators can achieve a maximum output of 5000 units per hour.
Frazier Bucket Elevators significantly outperform traditional conveyor systems, which average around 3000 units per hour.
Industries such as agriculture, manufacturing, and food processing can benefit greatly from using Frazier Bucket Elevators due to their speed and reliability.
Frazier Bucket Elevators boast a reliability rating exceeding 95%, leading to less downtime and maintenance.
Frazier's unique bucket design minimizes spillage and maximizes vertical lift, enhancing overall throughput.
Companies that implemented Frazier Bucket Elevators reported a 30% reduction in labor costs and a 25% decrease in material waste.
Frazier Bucket Elevators are optimized for gentle handling, ensuring minimal damage to products during transport.
A cereal manufacturer increased production capacity by 30% within six months of installing Frazier Bucket Elevators.
Their high efficiency can lead to energy savings of up to 15% per unit processed, aligning with industry trends toward sustainability.
Frazier Bucket Elevators have low maintenance requirements, contributing to a favorable long-term return on investment.

 SIEMENS Helical Gearmotor Low Voltage
SIEMENS Helical Gearmotor Low Voltage  SIEMENS Bevel Helical Gearmotor
SIEMENS Bevel Helical Gearmotor  SIEMENS Parallel Shaft Gearmotor
SIEMENS Parallel Shaft Gearmotor  SIEMENS Worm Gearmotor Low Voltage
SIEMENS Worm Gearmotor Low Voltage 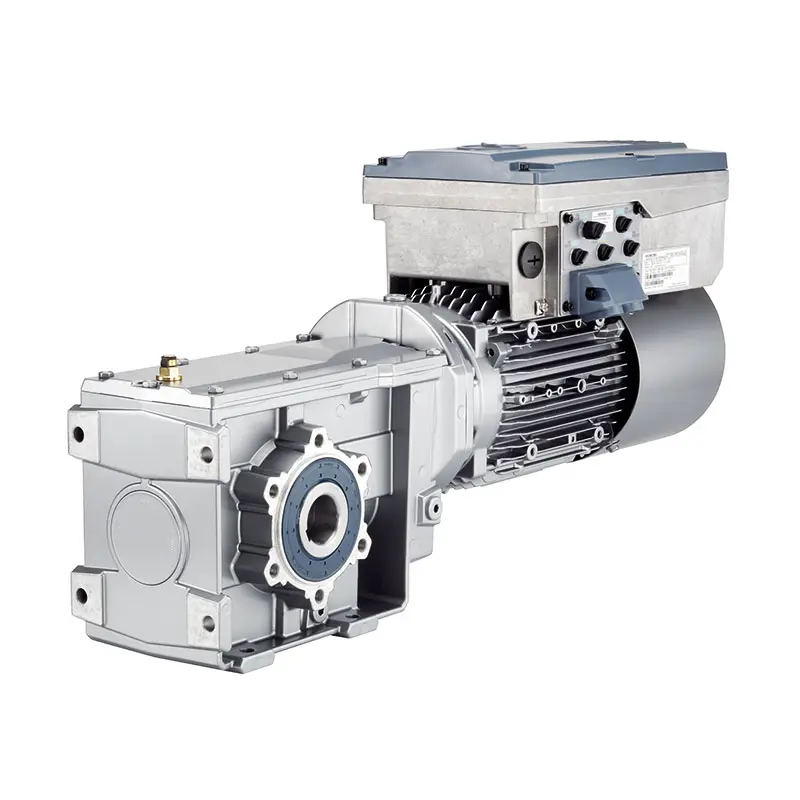 SIEMENS With Servo Motor Gearmotor
SIEMENS With Servo Motor Gearmotor  SIEMENS Low Voltage Motor Low Voltage
SIEMENS Low Voltage Motor Low Voltage 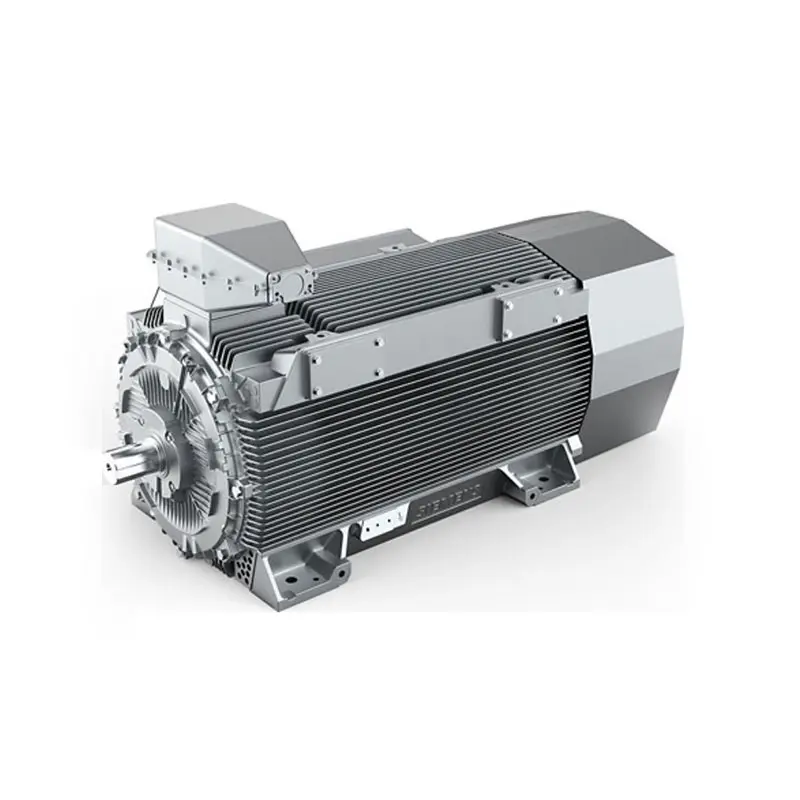 SIEMENS High Voltage Motor Low Voltage
SIEMENS High Voltage Motor Low Voltage  SIEMENS Marine Motor Low Voltage
SIEMENS Marine Motor Low Voltage  SIEMENS Servo Motor Low Voltage
SIEMENS Servo Motor Low Voltage  SIEMENS SINAMICS S210 Low Voltage
SIEMENS SINAMICS S210 Low Voltage  SIEMENS SINAMICS S150 Low Voltage
SIEMENS SINAMICS S150 Low Voltage  SIEMENS SINAMICS S120 Low Voltage
SIEMENS SINAMICS S120 Low Voltage  SIEMENS SINAMICS G130/G150
SIEMENS SINAMICS G130/G150  SIEMENS SINAMICS G120 Low Voltage
SIEMENS SINAMICS G120 Low Voltage  SIEMENS SINAMICS G120C Low Voltage
SIEMENS SINAMICS G120C Low Voltage  SIEMENS SINAMICS V90
SIEMENS SINAMICS V90  SIEMENS SINAMICS V70 Low Voltage
SIEMENS SINAMICS V70 Low Voltage 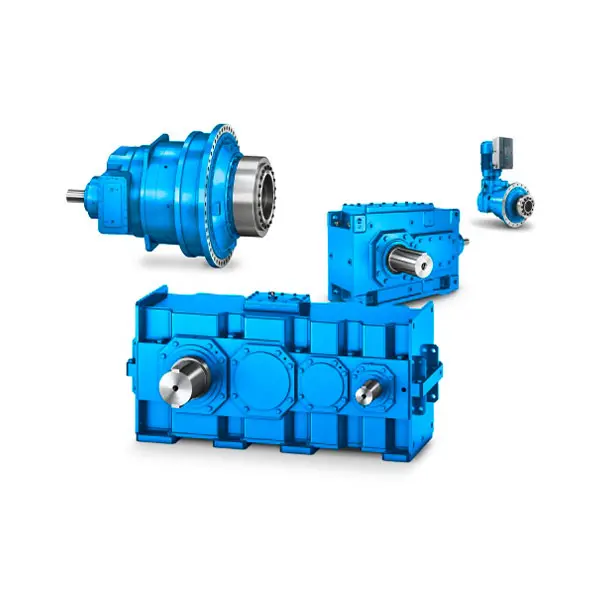 FLENDER Gear Unit
FLENDER Gear Unit 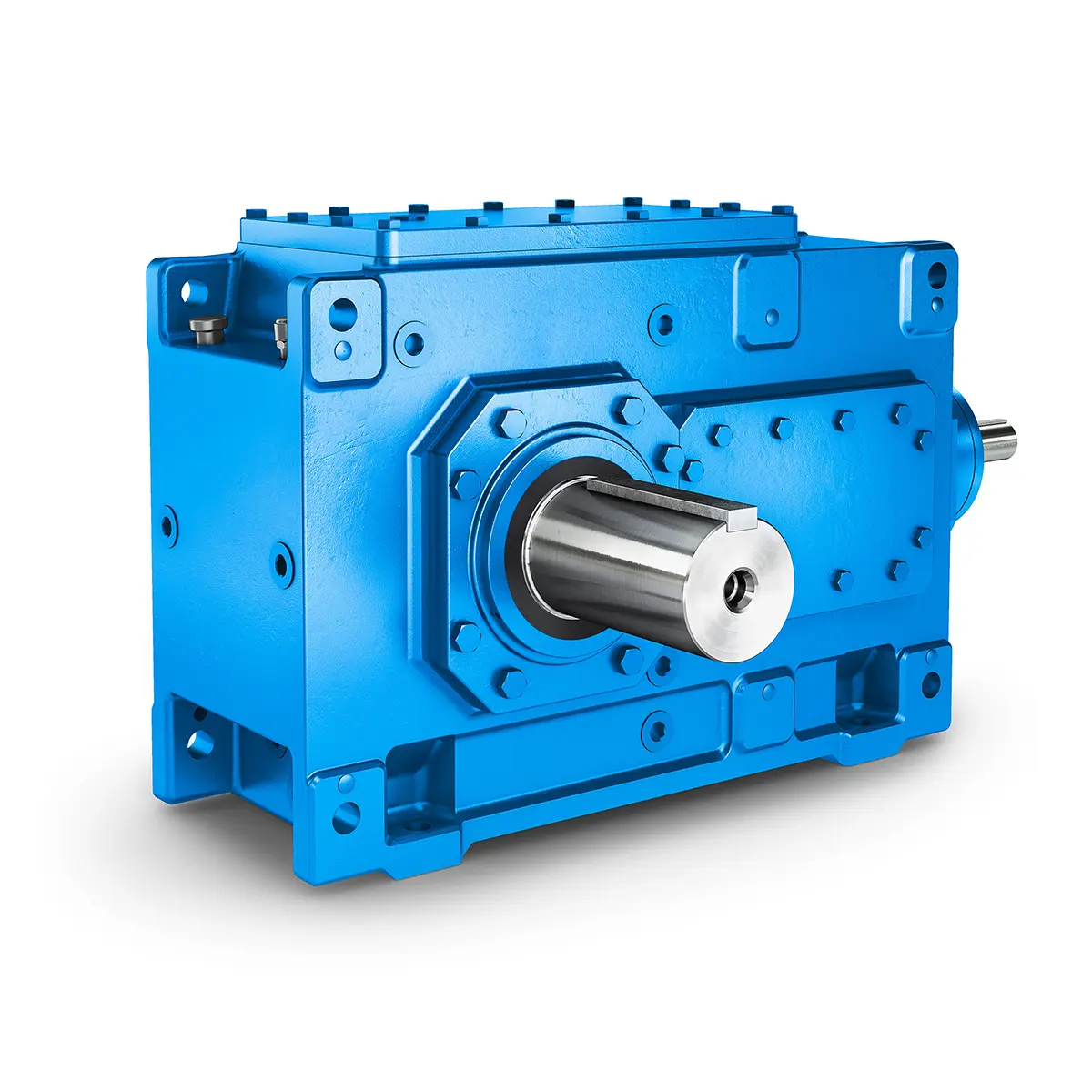 FLENDER Helical Gear Unit
FLENDER Helical Gear Unit 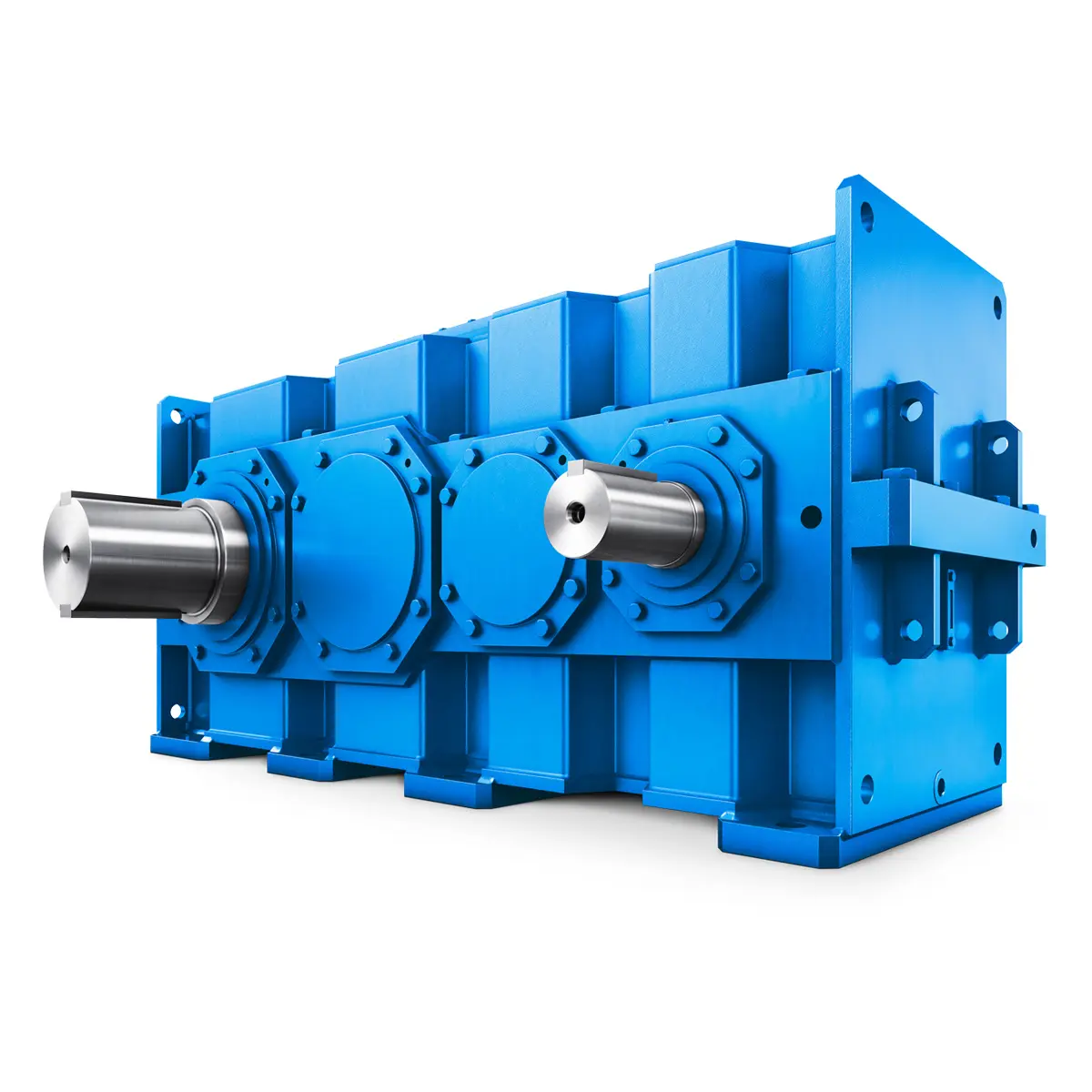 Flender gear units for lifting and luffing gears
Flender gear units for lifting and luffing gears 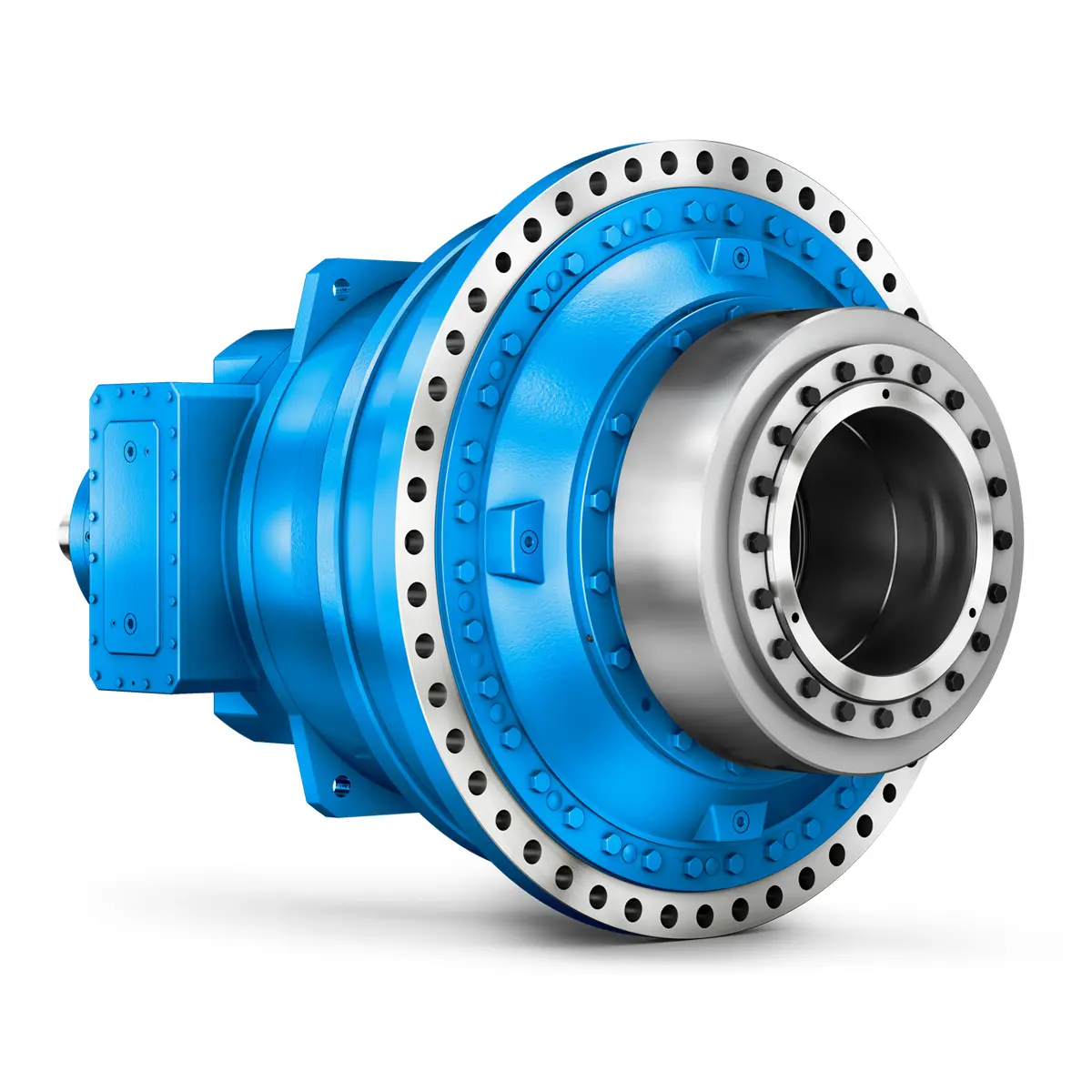 FLENDER Gear Unit gearunit gearbox
FLENDER Gear Unit gearunit gearbox  Optimal Drive Solution For Maximum Performance
Optimal Drive Solution For Maximum Performance 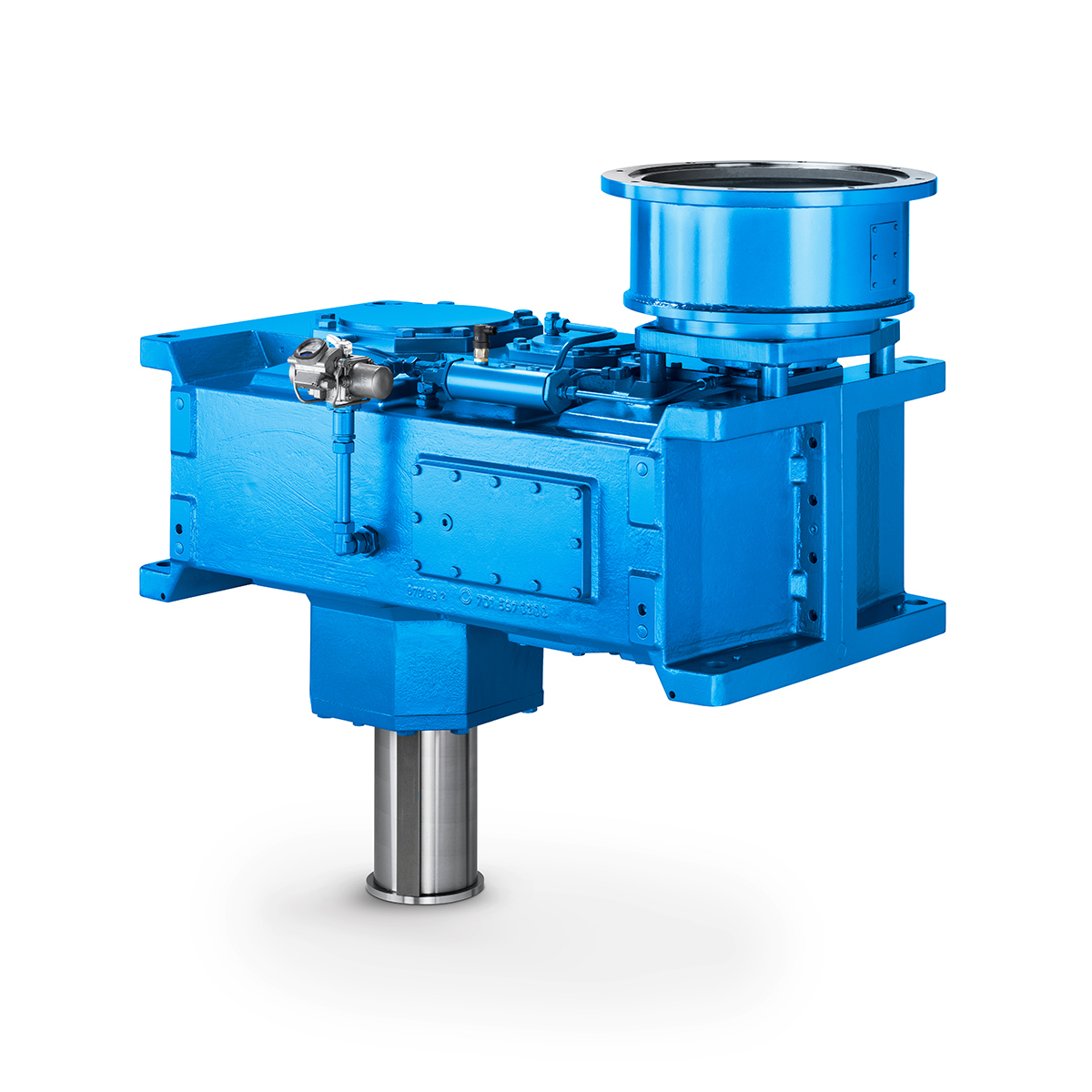 Strongly operating against biodegradable constituents
Strongly operating against biodegradable constituents 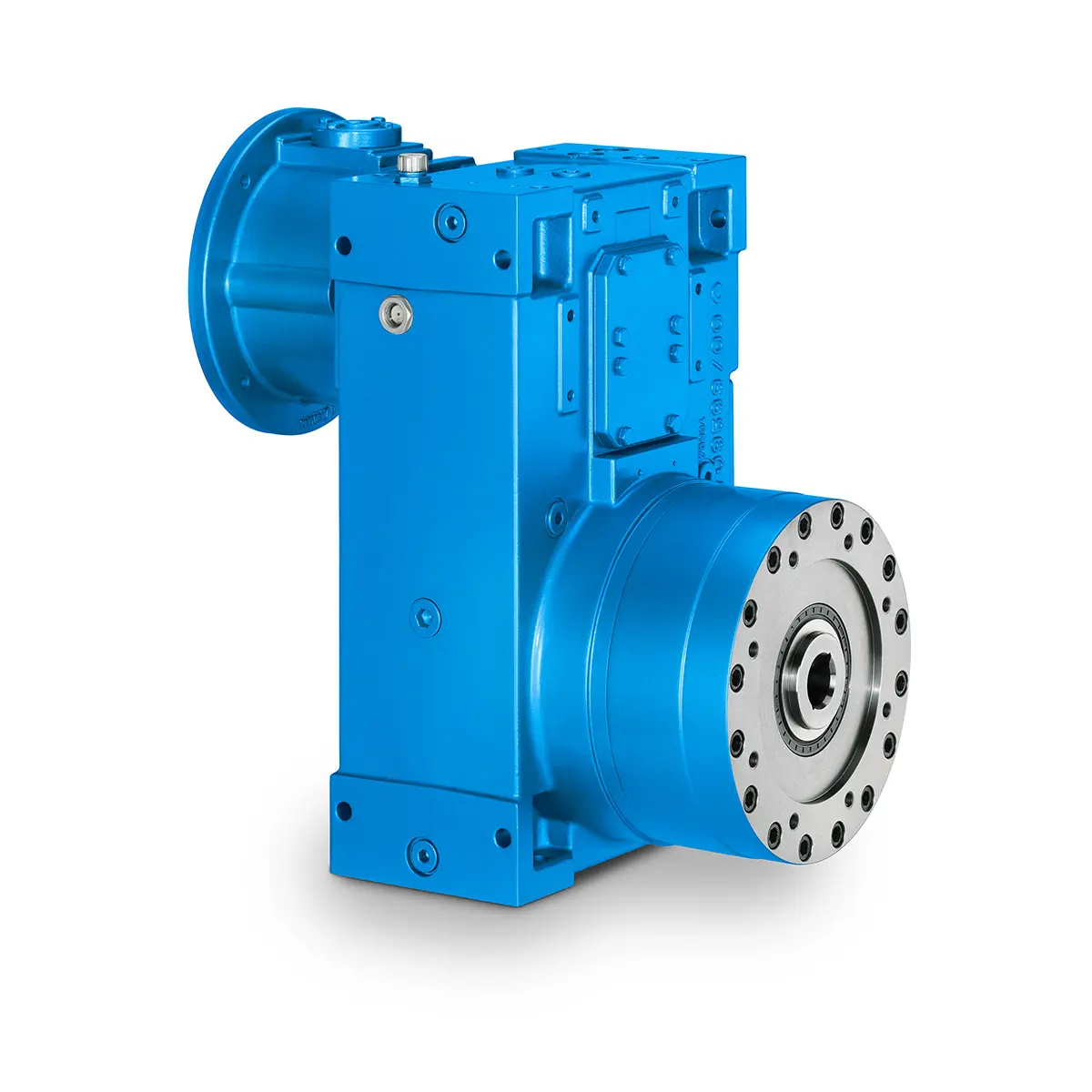 SINGLE SCREW Special industry dedicated gearunit gearbox
SINGLE SCREW Special industry dedicated gearunit gearbox 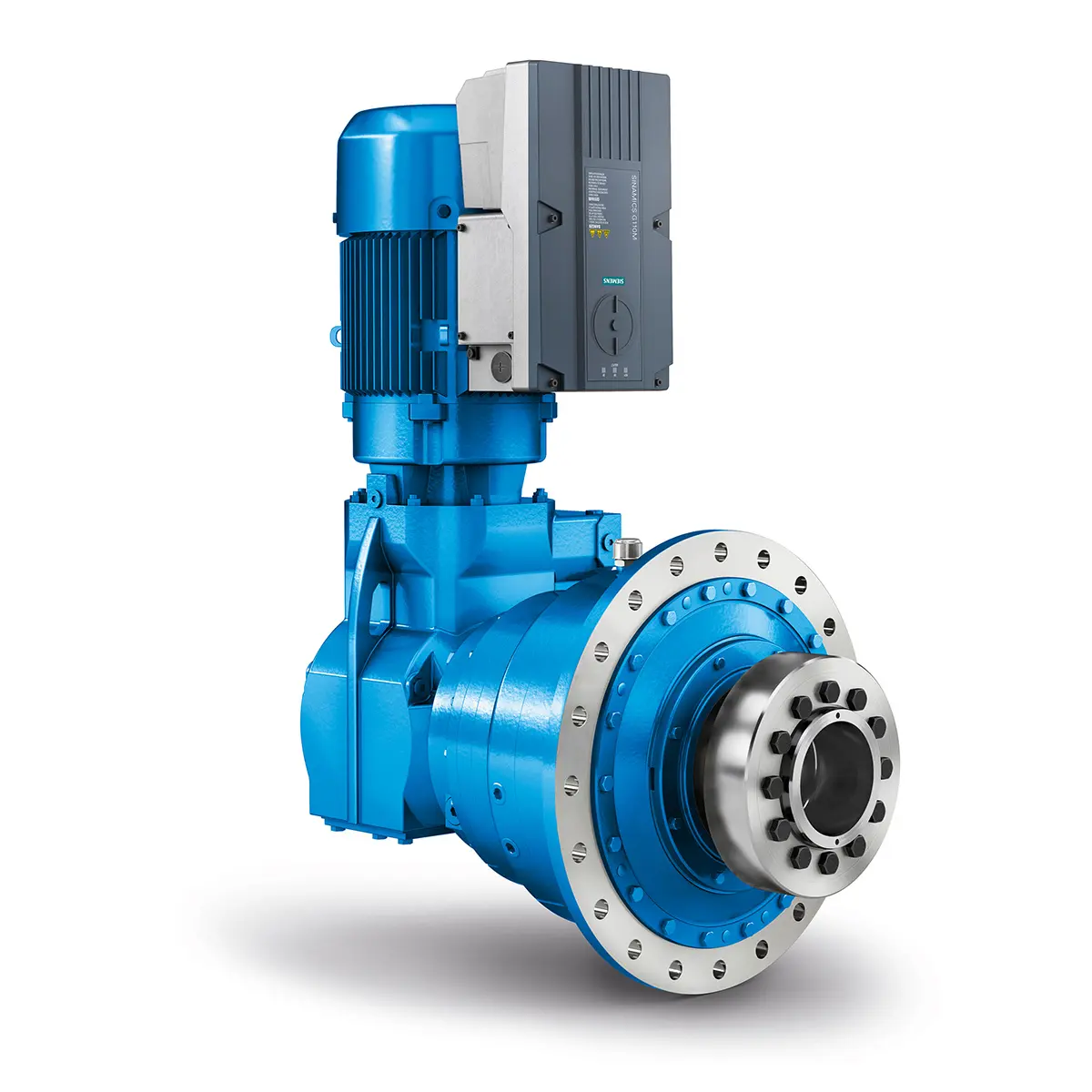 Playmaker In The Premium League
Playmaker In The Premium League 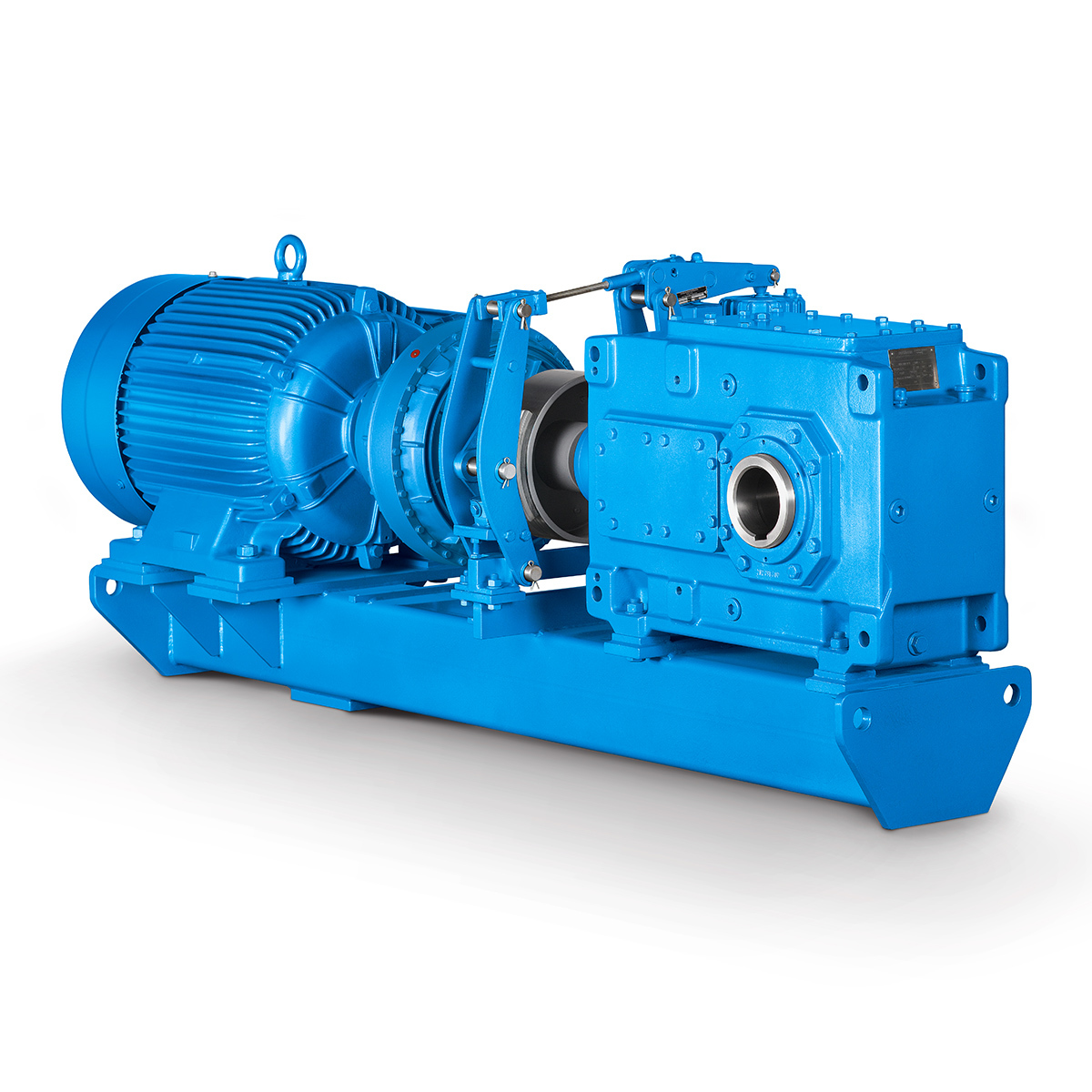 Conveyor belts gearunit gearbox
Conveyor belts gearunit gearbox 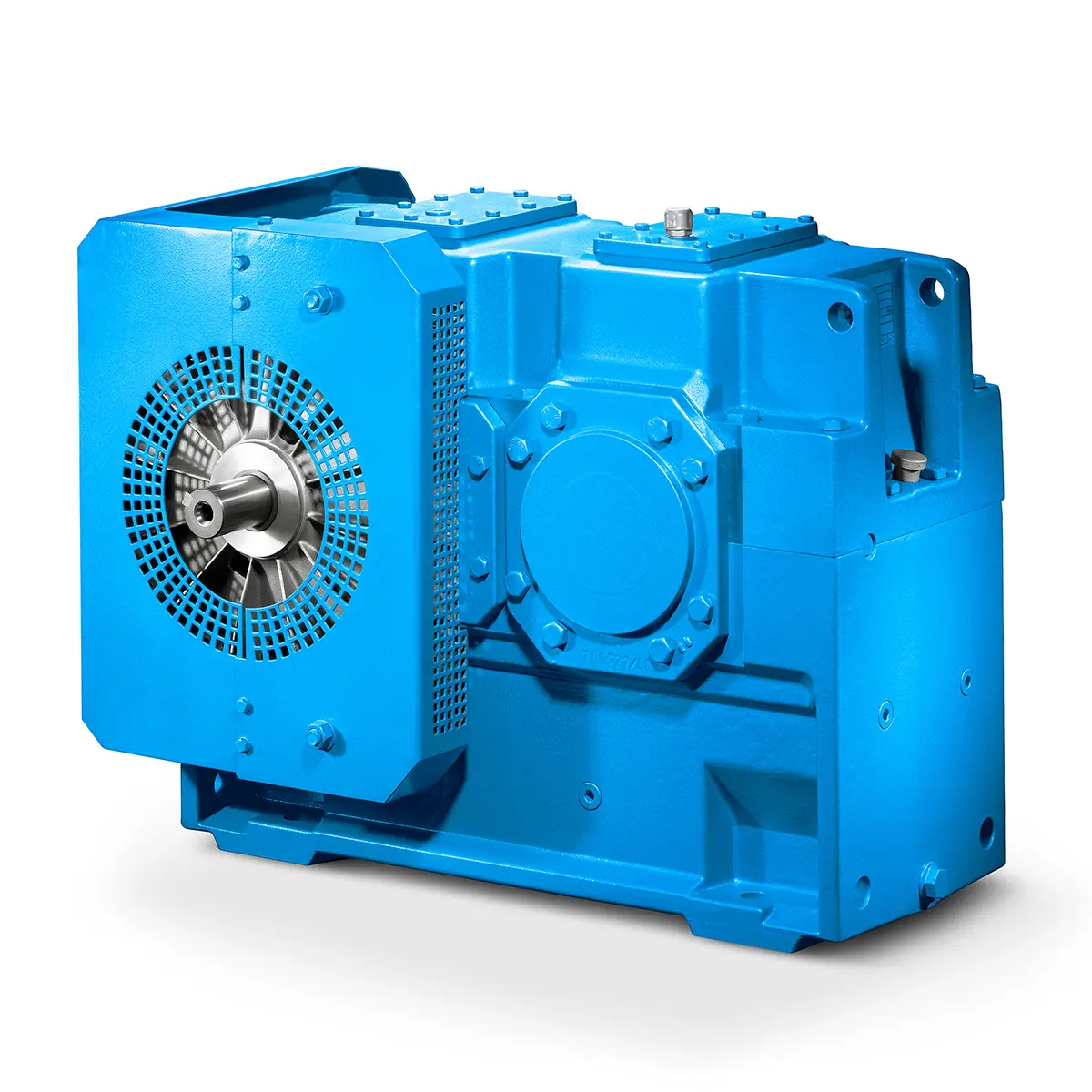 Paper And Pulp Preparation Sections
Paper And Pulp Preparation Sections  Operational Reliability Even In Case Of The Highest Ventilation Forces
Operational Reliability Even In Case Of The Highest Ventilation Forces  Reliable Gear Units For High Performance Vertical Conveyors 59/200
Reliable Gear Units For High Performance Vertical Conveyors 59/200  Maximum power density – PLANUREX 3 L individual drives for your sugar cane mill
Maximum power density – PLANUREX 3 L individual drives for your sugar cane mill  The proven all rounder gearunit gearbox
The proven all rounder gearunit gearbox  Stirs and stirs and stirs gearunit gearbox
Stirs and stirs and stirs gearunit gearbox  Flexibility on Board gearunit gearbox
Flexibility on Board gearunit gearbox  The right gearbox for all Multi-Engine Ships
The right gearbox for all Multi-Engine Ships  Reliable Power Generation on board
Reliable Power Generation on board  Maximum performance level, fast deliverable
Maximum performance level, fast deliverable  Efficient and compact – FLENDER Gear Units for Sugar Mills
Efficient and compact – FLENDER Gear Units for Sugar Mills  Extremely strong. Extremely compact. Extremely stressable.
Extremely strong. Extremely compact. Extremely stressable.  FLENDER Coupling
FLENDER Coupling  ZAPEX ZW Torsionally Rigid Gear Coupling
ZAPEX ZW Torsionally Rigid Gear Coupling  ZAPEX ZN Torsionally Rigid Gear Coupling
ZAPEX ZN Torsionally Rigid Gear Coupling  N-EUPEX Flexible high performance Coupling
N-EUPEX Flexible high performance Coupling  N-ARPEX Torsionally Rigid All-Steel Coupling
N-ARPEX Torsionally Rigid All-Steel Coupling 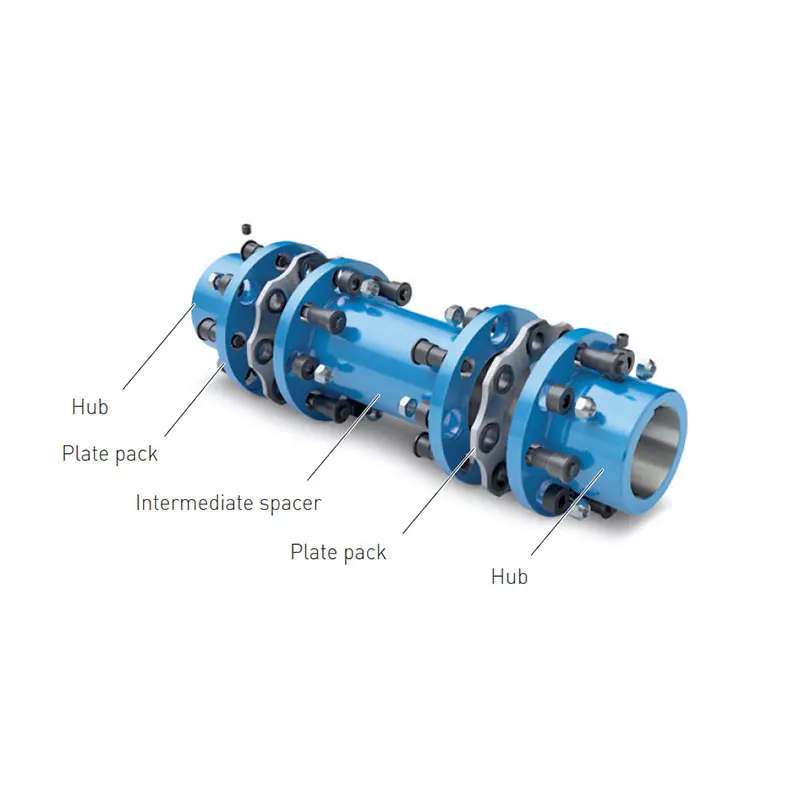 ARPEX Torsionally Rigid All-Steel Coupling Spare and Parts
ARPEX Torsionally Rigid All-Steel Coupling Spare and Parts  RUPEX Flexible high performance Coupling
RUPEX Flexible high performance Coupling 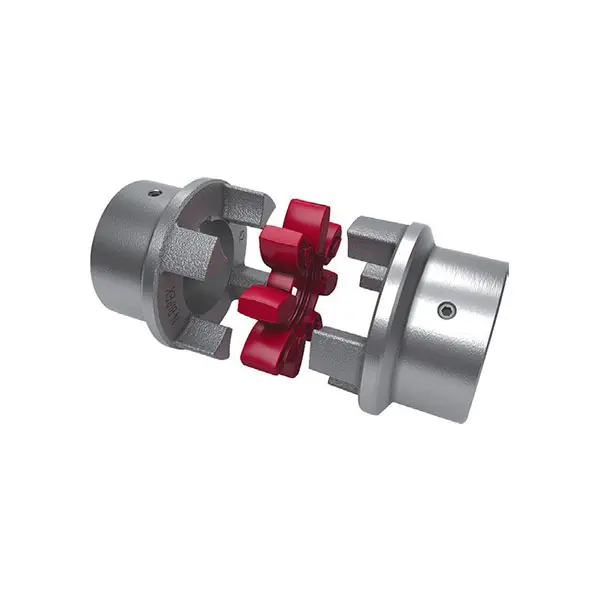 N BIPEX Flexible high performance coupling
N BIPEX Flexible high performance coupling  ELPEX B Highly Flexible Coupling
ELPEX B Highly Flexible Coupling  ELPEX S Highly Flexible Coupling high performance
ELPEX S Highly Flexible Coupling high performance 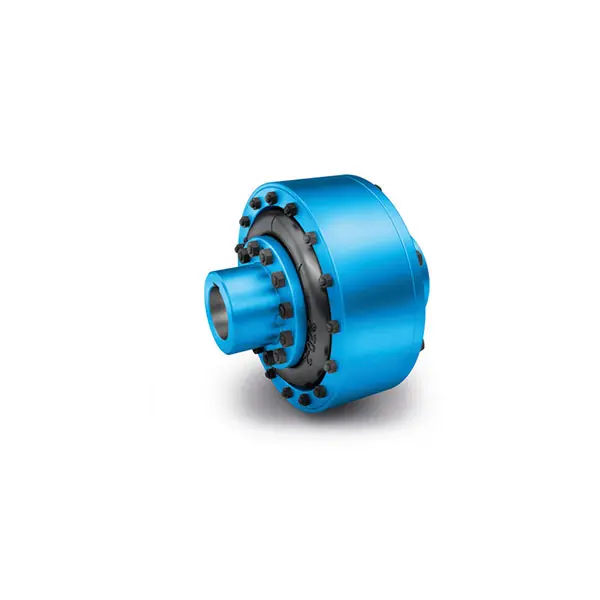 ELPEX Highly Flexible Coupling high performance
ELPEX Highly Flexible Coupling high performance 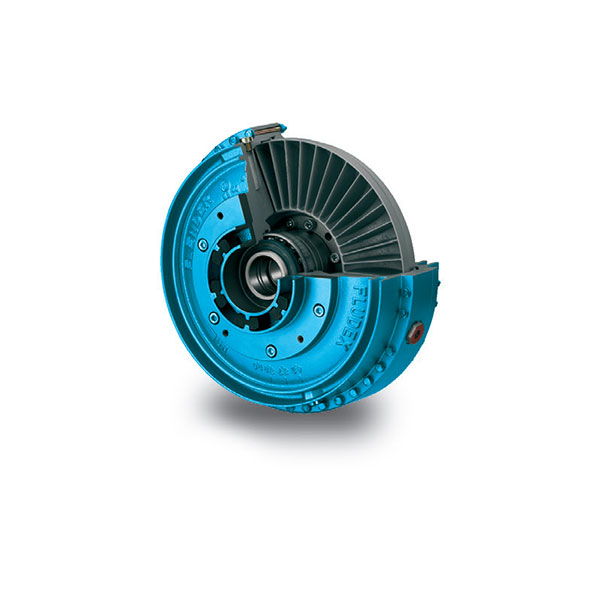 FLUDEX Fluid Coupling high performance
FLUDEX Fluid Coupling high performance  SIPEX Backlash free Coupling high performance
SIPEX Backlash free Coupling high performance  BIPEX S Backlash free Coupling high performance
BIPEX S Backlash free Coupling high performance  FLENDER Coupling Spare Parts high performance
FLENDER Coupling Spare Parts high performance  SEW Gearmotor
SEW Gearmotor
 R Series Helical Gearmotor low voltage
R Series Helical Gearmotor low voltage F Series Parallel Shaft Gearmotor low voltage
F Series Parallel Shaft Gearmotor low voltage K Series Helical Bevel Gearmotor low voltage
K Series Helical Bevel Gearmotor low voltage S Series Helical Worm Gearmotor low voltage
S Series Helical Worm Gearmotor low voltage W Series SPIROPLAN® Right Angle Gearmotor
W Series SPIROPLAN® Right Angle Gearmotor



